



瀘州中厚板氣割的特點及工藝要求有哪些?感興趣的朋友跟著小編來看看吧:

瀘州中厚板氣割的特點
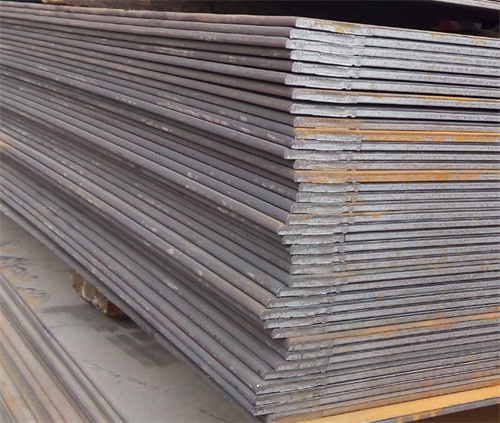
由于鋼板較厚,預熱火焰難以加熱切割件底部或內部的金屬,使切割件受熱不均,導致下部金屬的燃燒比上部或外部金屬的燃燒慢。這不僅使切縫產生大量的阻力,而且使熔渣堵塞未切部分,使氣割困難。
瀘州中厚板氣割工藝要求
氣割時,應選擇與鋼板厚度相對應的割嘴代號,預熱火焰能量率應較大,以保證氧氣和乙炔的充足供應。開始切割時,應在切割件的邊角處開始預熱。當切割件預熱到切割溫度時,逐漸增加切割氧氣壓力,將切割噴嘴稍微向氣割方向傾斜5分鐘°~ 10°。 當切割件的邊緣完全切斷時,增加切割氧氣流量,使切割噴嘴與切割件垂直。同時,切割噴嘴沿割線向前移動。進入正常氣割狀態后,切割噴嘴應始終垂直于切割件直線移動,移動速度應緩慢。當鋼板厚度較大時,切嘴應呈橫向新月形或鋸齒形擺動


 燃氣用鋁合金襯塑PE管" width="160" height="152">
燃氣用鋁合金襯塑PE管" width="160" height="152"> 鋁合金襯PE-RT" width="160" height="152">
鋁合金襯PE-RT" width="160" height="152">

