



假如在南陽彎管加工過程中采用熱彎曲加工技術,無論管徑大小,都需求按規則裝載枯燥的細砂,加工加熱的金屬彎管時,能夠調理溫度,彎管加工也用鋁彎管,但管材不需求砂,為了減小彎管的橢圓度,使彎管的腹部凹陷,能夠在彎管兩側拍打管壁,使彎管加工部位與管端之間構成橢圓。 因而,在實踐南陽彎管加工中,不要遺忘用高合金鋼管或有色金屬管加工彎管有效的辦法應該是機械辦法,假如需求填砂,不要用錘子敲打,以防彎管損壞。鋁管在南陽彎管加工中也需求沙子,南陽彎管加工到一定水平后,能夠運用專用檢測設備檢查光亮度,假如溫度正確,加工好的管段能夠移至平面,管段的彎管能夠加工到與模具完整匹配的位置。

安陽彎管加工過程中,其自在彎曲的彎管新工藝主要應用于汽車工業。其彎曲主要由Z方向進給經過導向模和彎曲模完成,彎曲模由球軸承與導向模銜接。彎管時,只需經過交流伺服電機改動球軸承的X軸和Y軸方向即可。自在彎曲彎管技術具有彎曲速度快,即便只要少量的屢次彎曲或螺旋彎曲過渡,也不需求完整依照定制的彎曲幾何外形重新裝置夾緊管件。特別適用于彎曲型材和彎管,使自在彎曲更合適于汽車彎管零件的制造。 在空調和熱水設備等換熱器的制造中,由于管道散布空間的限制,采用安陽彎管加工和液壓的辦法勝利地開發了零彎曲半徑的彎管技術。模具由上模和下模組成,鋼管插入上、下模,內壓P施加在管內,上下模在推力W的作用下相對運動,使鋼管彎曲為零半徑。為了避免彎曲變形過程中的部分斷裂,在鋼管兩端施加壓力F。選擇適宜的內壓P、壓力F和模移力W有利于減少鋼管彎曲成形過程中呈現缺陷的可能性,從而取得高質量的彎曲管。
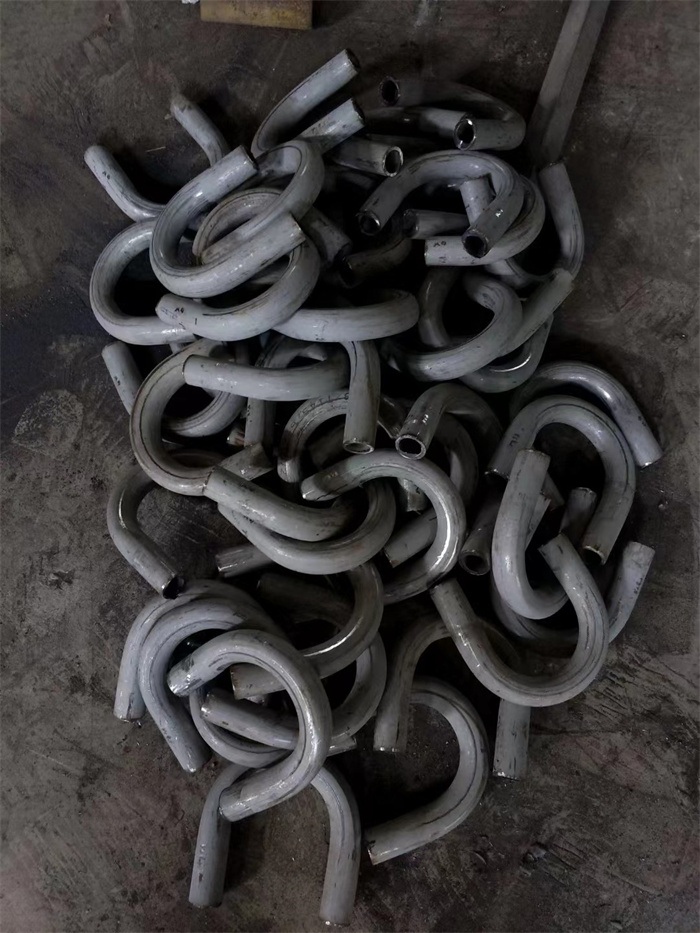
彎管中頻感應部分加熱彎管技術是大直徑厚壁管加工中先進的工藝辦法,在一定水平上是一種電磁感應部分加熱鋼管,在一定水平上能夠經過噴水或冷空氣控制適宜的熱變形區,用導輥支撐和引導,用旋轉彎曲臂夾住管子的前端。推進管道后端使其彎曲的一種辦法。安陽彎管加工廠家該工藝具有彎管質量高、外形美觀、彎曲半徑準確、適用范圍廣、工藝設備簡單、消費效率高、經濟效益顯著等優點。彎管在一定水平上已普遍應用于電站、化工等設備的大型管道加工中。


 燃氣用鋁合金襯塑PE管" width="160" height="152">
燃氣用鋁合金襯塑PE管" width="160" height="152"> 鋁合金襯PE-RT" width="160" height="152">
鋁合金襯PE-RT" width="160" height="152">

